
Soudure par refusion
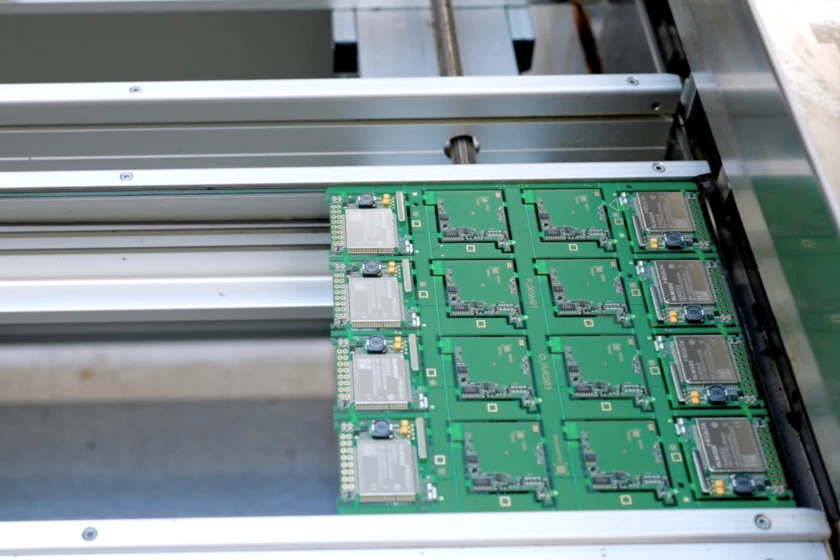
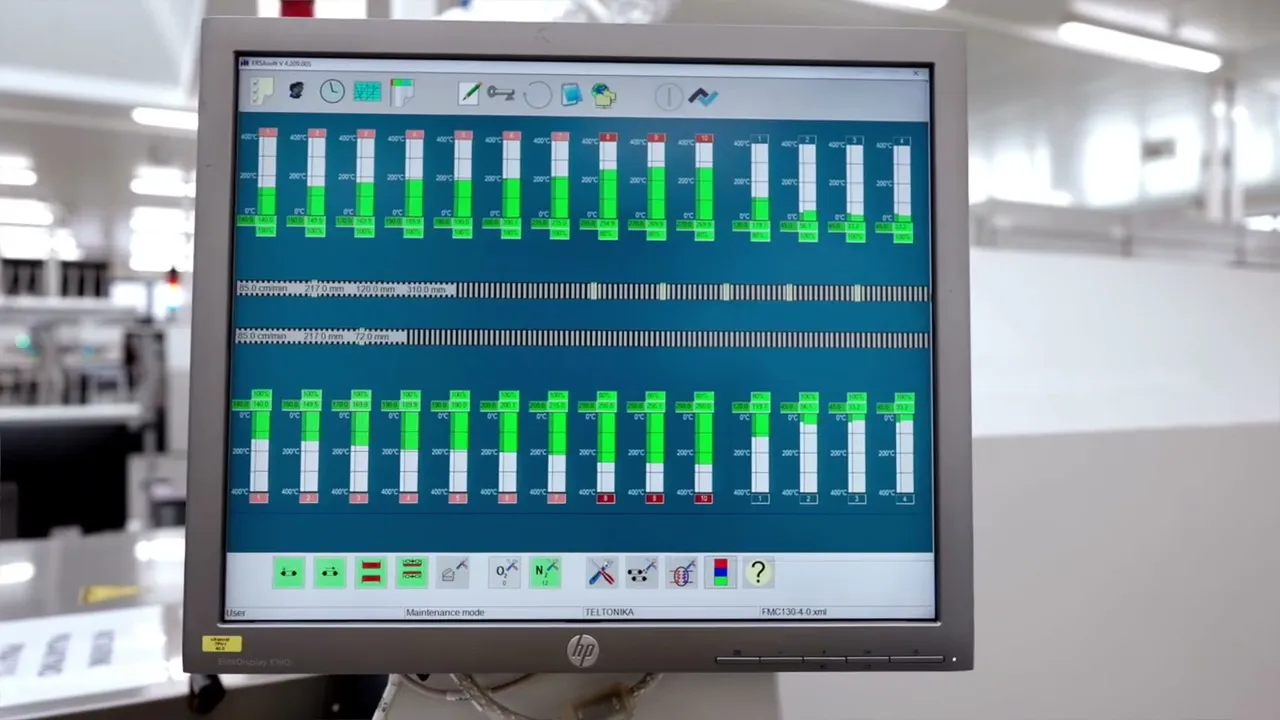
Après le placement des composants, le circuit imprimé assemblé passe dans le four à braser, où la température élevée fait fondre progressivement la pâte et fixe les composants sur la carte. Il s’agit de longs fours à convection d’une longueur de plus de 6 mètres, divisés en 10 zones de chauffage et zones de refroidissement.
Le préchauffage, l’imprégnation thermique, la refusion et le refroidissement sont les quatre étapes dans lesquelles les zones sont divisées. Les profils de brasage peuvent être optimisés pour chaque travail d’assemblage particulier en fonction de la taille et de la disposition des composants, du nombre de couches sur le circuit imprimé et de la répartition du cuivre sur le circuit. Les zones de chauffage du four sont chacune réglées à une température contrôlée qui correspond aux profils de brasage nécessaires à l’assemblage. Après avoir chauffé le composant et sa fixation sur la carte, il faut suivre le processus de refroidissement. La pâte à braser durcit dès que la température diminue de manière significative, et les composants sont alors fixés sur le circuit imprimé. Dans les zones finales du four de refusion, où la carte traitée refroidit, l’alliage de soudure se solidifie et forme les joints de brasure. Après le brasage par refusion, la carte de circuits imprimés est acheminée vers le chargeur, qui remplit deux fonctions. Il peut servir de tampon pour les cartes qui attendent d’être contrôlées, ou être utilisé pour refroidir la carte après la soudure par refusion.

![]()